

- 441.50 KB
- 2022-04-26 发布


- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
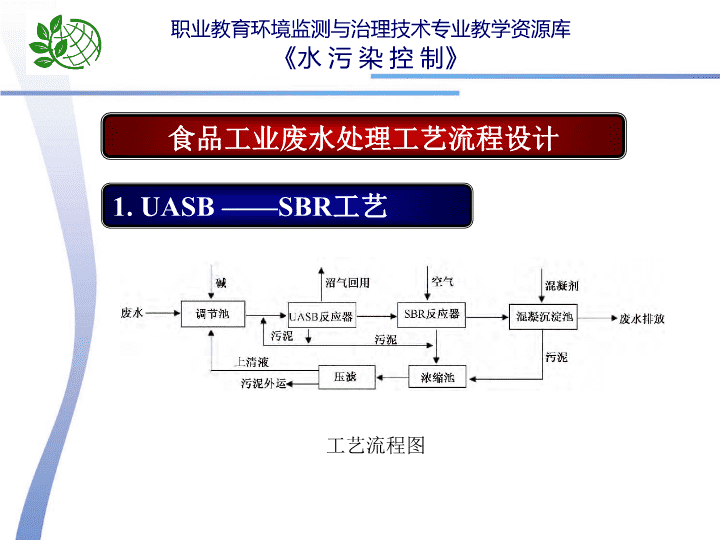
食品工业废水处理工艺流程设计教学课件.n项目四:工业废水处理实践分项目4:食品工业废水处理食品工业废水处理工艺流程设计n食品工业废水处理工艺流程设计1.UASB——SBR工艺工艺流程图n工艺说明:调节池生产废水的水质水量随时间变化很大,为保证处理设备高效稳定地运行,与生产周期相协调,故设调节池一座。由于该废水呈酸性,会使后续厌氧处理过程受到抑制,产甲烷菌不能承受低PH值的环境,UASB反应器运行的最佳PH值为6.8~7.2,故在此投加碱,调整废水PH值。nUASB反应器采用上流式厌氧污泥床反应器(UASB)对高浓度有机废水进行中温厌氧硝化,通过该处理工段,废水中80%以上有机物转化为沼气与剩余污泥,沼气通过集气罩收集,不会对周围环境带来影响。SBR反应器采用序批式活性污泥反应器(SBR)去除剩余有机物和氮、磷。n混凝沉淀池混凝沉淀池由管道混合器及沉淀池构成,投加PAC,采用泵前加药,管道混合前投加PAM。混凝剂通过机械搅拌进行反应,絮凝反应后的污水进入混凝沉淀池。沉淀池将絮凝反应后的混合液进行固液分离后,上清液可直接排放,污泥则进入污泥浓缩池。n工艺特点:将UASB和SBR两种设备串联运行,所形成的处理工艺流程简单,各自优势突出,还回收了可作为能源利用的沼气A由于大幅度减少了进入好氧处理阶段的有机物量,因此降低了好氧处理阶段的曝气能耗和剩余污泥产量,从而使整个废水处理过程的费用大幅度减少,同时由于出水水质较好,可用于厂区绿化和卫生保洁。n2.UASB——TF工艺对食品(豆制品、乳制品、啤酒)加工过程中产生的中、低浓度有机废水可采用UASB—TF工艺进行处理。工艺流程图n为来自车间的废水先进入调节池进行水质水量的调节,若在冬季低水温时则进行加温以满足UASB的进水要求。UASB采用中温厌氧消化。因厌氧出水不能达到排放要求,故需利用好氧做进一步处理。好氧采用滴滤床技术,滴滤床内填加无机固体生物活性填料,通过无动力自动旋转布水器将厌氧出水均匀地洒布在滴滤床填料的表面,利用自然通风进行供氧。滴滤床出水进行部分回流以保证水力负荷及布水器转速的需求。工艺说明:n工艺特点:①该工艺投资低、直接运行费用低、CODCr去除率高(基本达95%以上)、运行稳定、操作简便。②系统污泥产量低,可做到不外排污泥,而且UASB在经过一段时间的运行后,可生长出较好的颗粒污泥,无需进行污泥处理。③运行实践表明,UASB—TF工艺的抗冲击负荷能力较好,在有一定波动情况下出水仍较稳定,也适合于季节性生产的厂家。④使用新型的滴滤床填料,较好地解决了滴滤床容易出现的各种问题。n3.混凝沉淀—水解酸化—CAST工艺格栅井调节池混凝沉淀池水解酸化池CAST池接触消毒池进水出水污泥脱水机房贮泥池泥饼外运n工艺说明:混凝沉淀池废水的有机物浓度较高,因此必须经一定预处理后再进行生化处理。预处理工艺采用混凝沉淀法,投加PAC和PAM通过机械搅拌进行反应,反应时间分别为3min,再进行絮凝反应,反应时间为15min,絮凝反应后的污水进入混凝沉淀池。沉淀池将絮凝反应后的混合液进行固液分离后,可去除废水中50%以上的有机物。澄清水进入水解酸化池。n水解酸化池处理中高浓度的有机废水常常需要在好氧处理系统前段设置厌氧预处理段,水解酸化可以将废水中的难降解的大分子有机物分解成易降解的小分子有机物,水力停留时间较短,只部分降解有机物,达到降低好氧生物阶段的负荷、改善废水营养平衡的目的。CAST生物处理池CAST工艺,即循环式活性污泥法处理工艺,属于序批式活性污泥工艺,是SBR工艺的一种改进型。它在SBR工艺基础上增加了生物选择器和污泥回流装置,并对时序做了调整,从而大大提高了SBR工艺的可靠性及处理效率。nCAST反应池由为生物选择区、兼氧区和主反应区组成n生物选择器——设在池子首部,不设机械搅拌装置,反应条件在缺氧和厌氧之间变化。生物选择器的设置保证了活性污泥不断地在选择器中经历一个高絮体负荷的阶段,从而有利于系统中絮凝性细菌的生长,并提高污泥活性,使其快速地去除废水中溶解性易降解的有机物,能抑制丝状菌的生长和繁殖。还可以创造一个有利于磷释放的环境,这样促进聚磷菌的生长。生物选择区的设置创造了合适的微生物生长条件,从而选择出絮凝性细菌。n兼氧区——位于CAST主反应区前部的区域,曝气量相对较小,具有辅助厌氧或兼氧条件下运行的生物选择区对进水水质水量变化的缓冲作用,亦可调节为非曝气区进行缺氧除磷,具有促进磷的进一步释放和强化反消化作用。主反应区——是最终去除有机物的场所,有机物的进一步降解稳定、硝化和除磷均在此场所进行,最终的泥水分离和出水也在此完成。污泥回流、剩余污泥排放系统——在CAST池子的末端设有潜水泵,通过此潜水泵不断地从主曝气区抽送污泥至生物选择器中,所设置的剩余污泥泵在沉淀阶段结束后将工艺过程中产生的剩余污泥排出系统。n工艺优点:①去除COD、BOD、SS、氨氮、磷效率高。②能承受较大幅度的流量和有机负荷冲击。③占地少,投资低,可靠性好,运行费用较低。④可有效地控制活性污泥膨胀。⑤系统组成简单,运行灵活。⑥产生较少的活性污泥,因此污泥处理成本相对较低。n此课件下载可自行编辑修改,仅供参考!
感谢您的支持,我们努力做得更好!谢谢